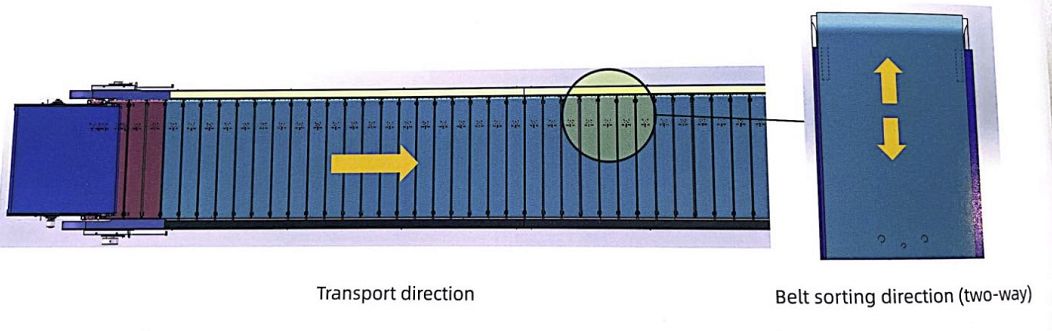
El clasificador de correa transversal lineal es impulsado por un motor a través de una cadena para impulsar las correas que transportan paquetes.Después de que el sistema de escaneo obtiene la información del conducto y el tamaño,activar el mecanismo de desvío en el conducto a través de demandas del PLC para hacer que las correas de los carros se muevan en la dirección de clasificación una por una, para entregar los paquetes al conducto y lograr el propósito de clasificar los paquetes.
| Artículo | Parámetros | ||
| Fuerza de motor | 11kw(30-40m) | 15kw(40-50m) | 18,5 kw(50-60m) |
| Ancho de transporte | 1000 mm | ||
| Velocidad de transporte | 1,5 m/s | ||
| Distancia al centro de los conductos | 2200 mm | ||
| Máxima eficiencia de clasificación | 6000PPH (longitud del paquete a 800 mm) | ||
| Tamaño máximo de clasificación | 1600X1000(LXW) | ||
| Peso máximo de clasificación | 60kg | ||
| Ancho del canal | 2400-2500 mm | ||
| Espaciado mínimo entre parcelas | 300 mm | ||
| Paso del portador | 15,24 mm | ||
| Ancho del cinturón | 140mm | ||
| Ángulo de cambio | 1000 mm de ancho con 25 grados, 1200 mm de ancho con 32 grados | ||
| Válvula de solenoide | |||
| Artículo | Parámetros | |||
| Fuerza de motor | 9kw(30-40m) | 11kw(40-50m) | 15kw(50-60m) | 18,5 kw(60-100m) |
| Velocidad de transporte | 2-2,2 m/s | |||
| Ancho mínimo de los conductos | 1000 mm | |||
| Máxima eficiencia de clasificación | 8500PPH (longitud del paquete a 400 mm) | |||
| Potencia del mototambor eléctrico | 300W | |||
| Peso de carga | 60kg/m2 | |||
| Ancho del canal | 2400-2500 mm | |||
| Paso del portador | 15,24 mm | |||
| Ancho del cinturón | 126mm | |||
Solicitud
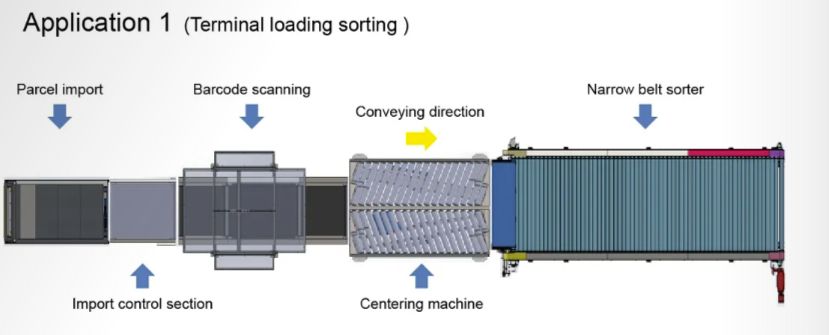
Clasificación de carga de terminales
1. Los paquetes se importaron a través de una cinta transportadora telescópica u otros métodos a la línea de clasificación.
2. Los paquetes fueron controlados por la sección de control de importación para determinar la distancia del paquete y después de leer la información de la cuadrícula del código de barras y la información de las dimensiones.
3. El clasificador de cinta estrecha se clasifica en la rejilla designada después de pasar por la máquina centradora.
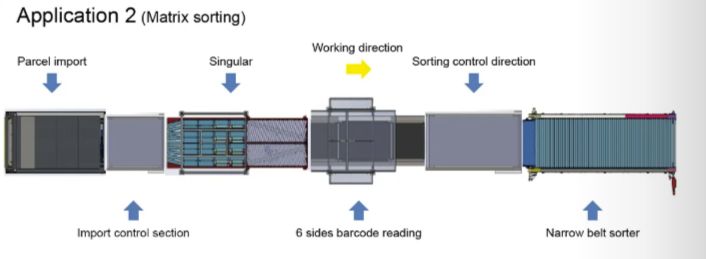
Clasificación matricial
1. Los paquetes se importaron a través de una cinta transportadora telescópica u otros métodos a la línea de clasificación.
2. Los paquetes se transportaron en una sola pieza después de la lectura del sistema singular y después de leer la información de la cuadrícula de códigos de barras y la información de dimensiones.
3. El clasificador de cinta estrecha clasifica los paquetes en la cuadrícula designada después de la sección de control.
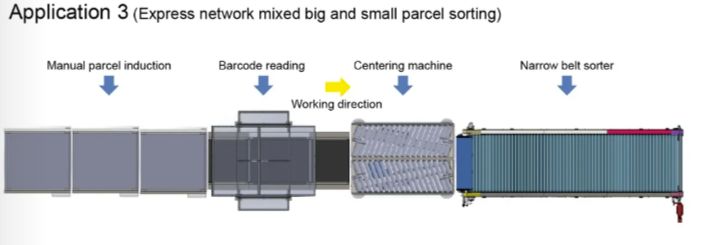
Flujo de funcionamiento del sistema
1. Coloque los paquetes manualmente en la cinta de inducción y cada cinta solo permita un paquete para que cada paquete sea controlado.
2. La información sobre la circunferencia y las dimensiones del paquete se leyó a partir de la lectura del código de barras.
3. Los paquetes clasificados caen a la rejilla designada después de centrar la máquina.
Casos en sitio